Barrel polishing
バレル研磨
バレル研磨のバレルとは「樽」が語源で、その昔宝石の原石を見つけるために樽の中に土砂と水を入れて回転させていたことが始まりとされています。産業革命以後現在に至っては幅ひろい業界で「ものづくり」の最終工程を担い、主人公であるワークと3つの要素である人工的に作られた研磨石と、水、コンパウンド(専用の洗浄剤)を研磨槽に所定の割合で充填し、研磨機を起動させ内容物に運動(流動)を与え、研磨石とワークの摩擦によって目的であるバリ除去、R付け、面粗さ調整、皮膜除去を単独または複合して行います。バレル研磨には前工程が安定しているという前提の下では
①一度に大量に処理ができ、個体差が微小である。
②1ケ当たりの処理単価は比較的安価である。
③現場作業に熟練を要しない。
④研磨石を使い分けることによって多様な目的に対応できる。
などといったメリットがありますが、新規ワークの研磨条件の構築にはかなりの経験と周辺知識が必要であるという一面もあります。

研磨機の種類と特徴
| 機種 | G(重力加速度) | 研磨能力比 | 基準充填率 | 研磨量、面粗さに影響を与える因子 | |
| 回転バレル | 1G | 1 | 50% | 回転数・対辺距離(槽の太さ) | ワークの硬度、重量 研磨石のグレード、サイズ重量 |
| 振動バレル | 2G~4G | 1.2~1.5 | 70%以上 | 振動数・振幅・管体径 | |
| 流動バレル | 8G~12G | 10~20 | 50% | 回転槽の半径・回転数 | |
| 遠心バレル | 7G~11G | 30~40 | 50% | 回転半径・回転数・対辺距離 | |
※研磨能力比とは、機種ごとに標準実効容積で充填し、同一ワークまたはテストピースを同一条件で研磨した場合の単位時間当たりの研磨重量であり、何処をどの様に研磨し、面粗さは機種ごとの流動形態によって異なります。
※基準充填率とは各研磨機の研磨槽の容積に対してのマス(研磨石+ワーク)の充填率。
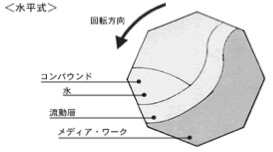
回転バレル
断面が8角形の槽が比較的低回転(20rpm~45rpm)で回転し、表層雪崩のような流動層を形成。流動層の下は動きがない為、研磨はその境界面で行われます。

振動バレル
モーターの上下にそれぞれ角度をずらせたウエイトを配し、モーターの回転によりブレが生じバレル槽を振動させます。スプリングは伸びる時より縮む時の方が速度が速い為、慣性が生じ流動が起こります。

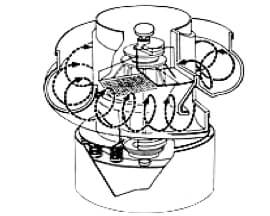
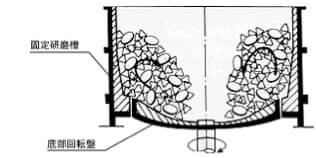
渦流バレル
研磨槽は回転槽と固定槽で構成され、回転槽の回転によって外周方向に遠心力が発生します。内容物は固定槽をよじ登って再び回転槽の中心に流れ下ります。研磨は回転槽から固定槽に移行する時の圧力で摩擦し行われます。

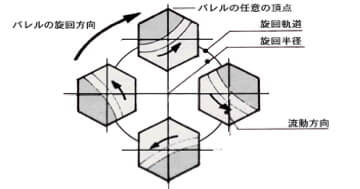
遠心バレル
断面が6角形の槽が∠90°刻みで配置され旋回方向とは逆方向に自転します(遊星運動)。高速で回転するため槽内に強い遠心力がかかり、研磨石とワークに大きな摩擦が生じます。